 English
English العربية
العربية Български
Български 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Bahasa Indonesia
Bahasa Indonesia Italiano
Italiano 日本語
日本語 한국어
한국어 Latīna
Latīna Latviešu valoda
Latviešu valoda Lëtzebuergesch
Lëtzebuergesch Polski
Polski Português
Português Română
Română Русский
Русский Slovenščina
Slovenščina Español
Español Svenska
Svenska ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
في عملية تصنيع الأسلاك, يعد حجم وإخراج مجموعة الأسلاك هو المفتاح لتحديد أنواع مختلفة من عمليات التجميع.
بغض النظر عن نوع الأسلاك, مطلوب محطة التجميع المسبق, وتشمل بعض أحزمة الأسلاك أيضًا محطات توصيل عمياء. للتجميع المسبق البسيط للدائرة, ليست هناك حاجة لإنشاء لوحة التجميع المسبق, فقط أمسكها في يدك للعمل. يمكن إنتاج لوحات معقدة مجمعة مسبقًا لتسهيل التشغيل والفحص الذاتي. ويتطلب ذلك تعليمات عمل مفصلة مثبتة مسبقًا حتى يتمكن الموظفون من فهم محتوى العمل بوضوح. عادة يجب أن يعكس كتاب تعليمات ما قبل التجميع المحتويات التالية:
① موقف كتاب التعليمات
② رقم السلك, لون, قطر السلك, موقف الحفرة
③ رقم الصدفة, موقع الثقب ورسم تخطيطي بسيط

ورشة تجميع الأسلاك
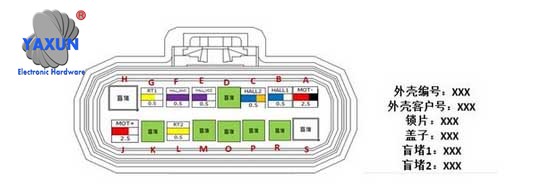
رسم تجميع المحطة لمحطات التوصيل
تسميات محطة العمل لتجميع تسخير الأسلاك
نقاط التحكم في العملية, إنه, النقاط الرئيسية أو الاحتياطات (بما في ذلك الأجزاء المطاطية, أجهزة الاستشعار, الثنائيات, قفل, إلخ.)
⑤ إذا كان التغليف مطلوبًا, يجب أن ينعكس نوع وطول الشريط
⑥ رقم القابس الأعمى وموقع الثقب
⑦ رقم الأداة المساعدة
يستخدم كتاب التعليمات التعبير الأبسط والأسهل للفهم (مثل التصور) بحيث يمكن للموظفين العمل بسرعة وأقل سهولة في ارتكاب الأخطاء. قبل إدخال المحطة, يجب على الموظفين التحقق من الشفرة الطرفية ومظهرها, واتبع مبدأ "ضغطة واحدة"., يستمع اثنان, وثلاث سحبات". عند سماع "نقرة"., فهذا يعني أنه تم إدخال المحطة في مكانها. إذا تم إدخال الجزء المُجمَّع مسبقًا من السكن بالكامل, أقفال, يجب تثبيت الأغطية أو روابط الكابلات. يقوم الغلاف المُجمَّع بسحب الأسلاك للخلف ولا ينبغي سحب الأسلاك للخارج. يجب على كل محطة عمل إجراء الفحص الذاتي بعد الانتهاء.
هناك العديد من الأسلاك والمواد المثبتة مسبقًا, والأنواع معقدة نسبيًا. يجب أن يتبع موضعها تنظيمًا منطقيًا معينًا ولا يعيق المشغل. يجب أن يكون موضع الأجزاء متسقًا مع ترتيب العمليات في تعليمات العمل, من اليسار إلى اليمين ومن أعلى إلى أسفل. يجب أن تتجنب الموصلات التي لها نفس اللون والقطر في نفس المحطة أن تكون متجاورة ويجب أن تكون منفصلة عن بعضها البعض قدر الإمكان. يجب تسمية كل جزء, عرض الصور, أرقام الجزء, كميات محدودة وغيرها من المعلومات. يجب أن يكون هناك على الأقل 2 صناديق المواد لضمان عدم تأثر العمليات العادية عند إعادة الإمداد, ويجب أن يكون هناك مكان لإخلاء صناديق المواد الفارغة. يجب توفير علامات خاصة للأسلاك الخاصة (مثل المطلية بالذهب أو الوسائد الهوائية) لتنبيه الموظفين. أخيراً, بعد اكتمال الفرع المجمع مسبقًا, يجب وضعها في دائرة على العمود المعلق أو عربة النقل لتسهيل الخطوة التالية للمحطة التالية أو التجميع النهائي.
من منظور واسع, يمكن تقسيم عملية التجميع النهائية تقريبًا إلى ثلاثة أنواع: لوحة ثابتة, خط التجميع الكلاسيكي وخط التجميع على شكل حرف "H"., والخاصة هي لوحة الوجه.
لأحزمة الأسلاك ذات الدوائر القليلة والتشغيل السهل (مثل أسلاك إضاءة السيارة, أسلاك الجذع, إلخ.), يمكن استخدام لوحة التثبيت. يمكن زيادة أو تقليل عدد اللوحات حسب حجم الطلب, وهو أكثر مرونة وملاءمة. كلما زاد عدد الدوائر, عندما لا تتمكن الألواح الفردية من تلبية كفاءة الإنتاج والإنتاج (مثل المحركات, خطوط لوحة العدادات, إلخ.), طرق الإنتاج الكلاسيكية مثل خطوط التجميع الديناميكية, 4-محطات, ويتم تحديد 8 محطات. لكن هذا يقتصر على ارتفاع اللوحة, ولا يُسمح لمشغلين بإجراء عمليات متوازية في نفس الوقت على محطة عمل واحدة. لحل هذه المشكلة, تم إنشاء خط التجميع على شكل "H".. هذا مناسب بشكل خاص لأحزمة الأسلاك ذات الدوائر المعقدة وأنواع عديدة من موديلات السيارات (مثل خطوط الجسم, كبائن داخلية, إلخ.). أكبر عيب هو أن سرعة الدوران لا ينبغي أن تكون سريعة جدًا, حيث سيعاني الموظفون من دوار الحركة وسيشعرون بالتعب عند العمل ورؤوسهم للأسفل لفترة طويلة.
يتم تشغيل التجميع المسبق والتجميع النهائي من خلال مجموعة أحزمة الأسلاك بأكملها. كما أن أساليب الإنتاج وتعريفات التقسيم لها أهمية خاصة, وإظهار أيضًا مستوى مهندس العمليات. وهذا طريق لا نهاية له ويتطلب الاستكشاف المستمر والتحسين المستمر. آمل أن يتمكن الجميع من المضي قدمًا وأبعد.